


Metal casting is the backbone of modern industrial production. While both sand casting and die casting transform molten metal into complex shapes, they serve different strategic purposes. Choosing the right method depends on your production volume, precision requirements, and budget.
1. What is Sand Casting?
Sand casting is a versatile, non-permanent mold process. It involves compacting a specialized sand mixture around a pattern to create a cavity.
- The Mechanism: The mold consists of a Cope (top) and Drag (bottom). After the metal solidifies, the mold is destroyed to extract the part (shakeout).
- Best For: Large-scale industrial components, engine blocks, and rapid prototyping.
- Key Advantage: Lowest initial tooling cost and the ability to cast almost any metal, including ferrous alloys.
2. What is Die Casting (Cold Chamber Focus)?
Die casting is a high-precision process using permanent steel molds (dies). For aluminum and copper alloys, the Cold Chamber Die Casting method is the industry standard.
- The Process: Molten metal is melted in a separate furnace and then “ladled” into a shot sleeve. A hydraulic piston injects the metal into the die at extreme pressure.
- Why Cold Chamber for Aluminum? High-temperature aluminum is corrosive. The cold chamber process protects the machine by keeping the injection system separate from the molten pool, preventing hardware degradation.
- Key Advantage: Exceptional dimensional accuracy, thin-wall capability, and rapid cycle times (30–120 seconds).
3. Technical Comparison Matrix
Feature | Sand Casting | Cold Chamber Die Casting |
Mold Type | Non-permanent (Sand) | Permanent (Tool Steel) |
Typical Volume | 1 – 1,000 units | 1,000 – 100,000+ units |
Surface Finish | Rough (300-500 RMS) | Smooth (64-125 RMS) |
Wall Thickness | Typically >3.0 mm | 1.5 mm to 12 mm |
Dimensional Accuracy | Moderate | Very High |
Tooling Cost | Low | High |
4. Specialized Casting: Sand Types & Patterns
The quality of a sand casting is only as good as its sand and pattern.
Advanced Sand Solutions
- Green Sand: Economical and reusable; the “workhorse” of foundries.
- Petrobond (Oil-Bonded): Uses oil binders for superior detail and ultra-smooth finishes in jewelry and precision parts.
- Resin / Sodium Silicate: Chemically hardened for maximum mold strength and accuracy.
- 400-Mesh Sand: Ultra-fine grain for high-precision applications with minimal fumes.
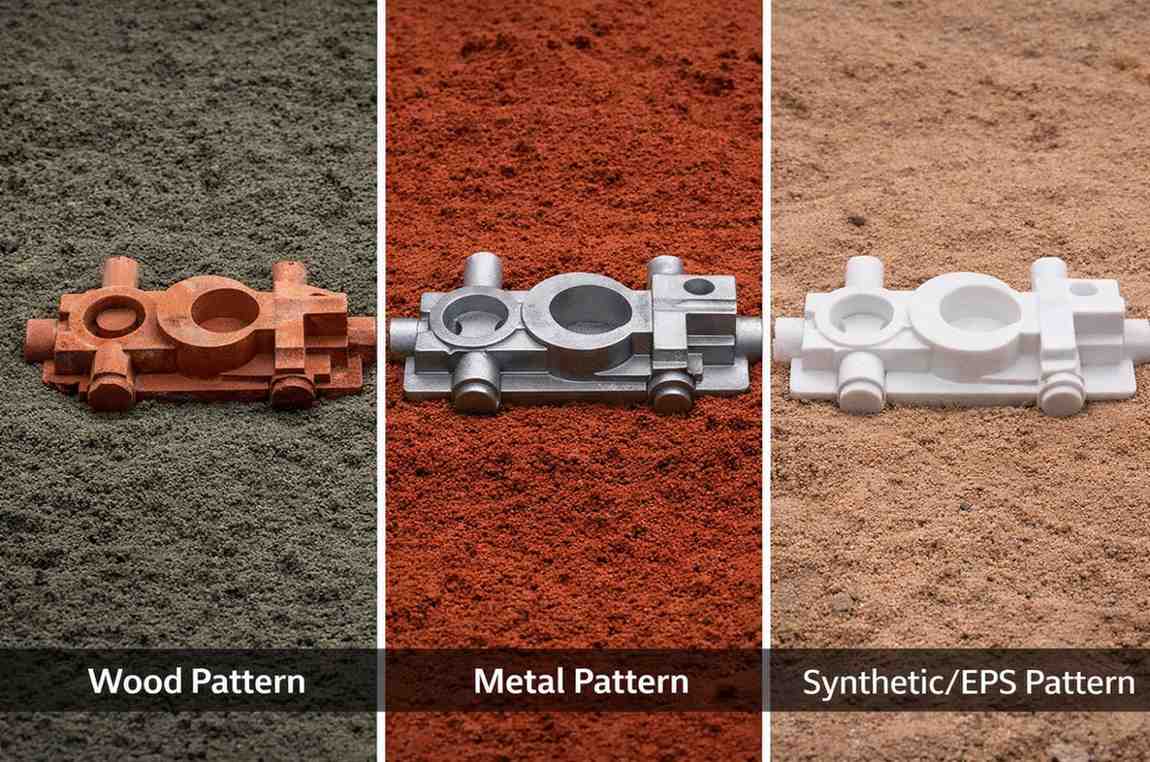
Pattern Materials
- Wood: Best for low volume/prototypes (Fastest to produce).
- Metal: High durability for consistent, long-term production.
- Synthetic/EPS: Best for complex geometries and “lost foam” processes.
5. When to Choose Centrifugal Casting?
If your part is cylindrical (pipes, bushings, or rings), Centrifugal Casting is the superior choice.
- The Force Factor: The mold rotates rapidly during pouring. Centrifugal force drives dense metal to the outer walls while pushing lighter impurities to the center (where they are later machined away).
- Result: A part with an incredibly dense grain structure and high mechanical integrity.
6. Global Manufacturing & Quality Control
Identifying Defects
We maintain rigorous quality standards to mitigate common industry issues:
- Sand Casting: We monitor for porosity (trapped gas) and shrinkage through advanced riser design.
- Die Casting: We utilize precision thermal monitoring to prevent cold shuts (incomplete fusion) and flash.
Marcus Hi-Tech Global Reach
With strategic facilities across India (Pune, Chennai, Bangalore, etc.), Vietnam, and China, we offer localized support with global delivery standards.
FAQ: Expert Insights
1. Is sand casting suitable for prototyping?
Yes. Due to low tooling costs and the speed of creating wood patterns, sand casting is the most cost-effective way to produce functional metal prototypes.
2. Can I achieve thin walls with sand casting?
Generally, no. Sand casting requires thicker walls (usually >3mm) to ensure metal flow. For walls as thin as 1.5mm, Cold Chamber Die Casting is required.
3. Why is the die casting “Cold Chamber” specifically mentioned for aluminum?
Aluminum’s high melting point and corrosive nature would destroy the submerged “gooseneck” pump used in hot chamber machines. The cold chamber method is the only way to ensure machine longevity and part purity.
4. How can I reduce the cost of my die-cast parts?
The best way to reduce cost is through Design for Manufacturing (DfM). Reducing part weight and optimizing rib structures can lower both material costs and cycle times.